热线电话
400-915-2637

联系人:张坤
电话:13898335444
联系人:王宇
电话:15141346066
全国免费热线:400-915-2637
地址:辽宁省抚顺市新宾县南杂木
网址:www.fshyjxc.cn
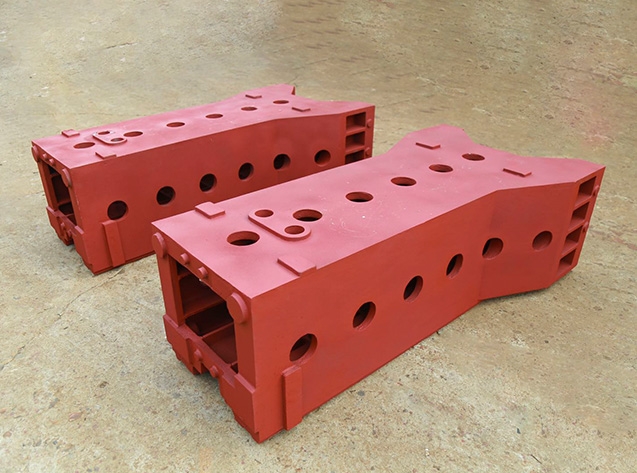
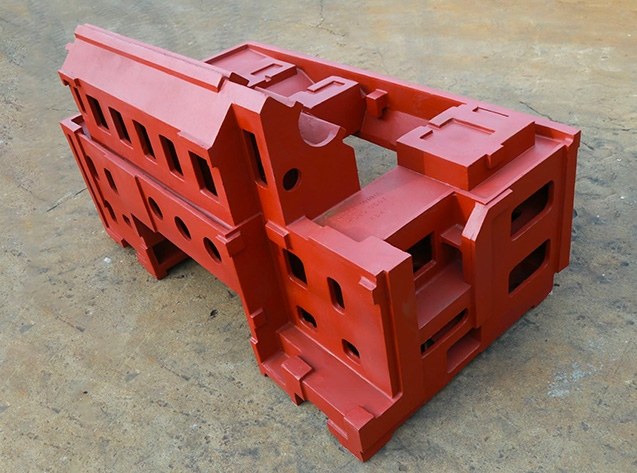
铸件加工中常见的缺陷类型包括气孔、疏松、缩孔、砂眼、夹杂、气泡、裂纹、变形等。这些缺陷可能会导致铸件的质量下降,影响其使用性能和安全性。因此,要及时检测和处理这些缺陷,确保铸件的质量达到要求。
气孔是铸件中常见的缺陷之一,主要是由于熔体中的气体在凝固过程中无法逸出而形成的小孔洞。处理方法包括优化浇注系统设计,提高熔体的流动性和充实性,减少气体溶解度,采用合适的充型方法等。
疏松是指铸件内部存在松散的组织结构,通常是由于热裂纹、热裂缝、气泡等造成的。处理方法包括提高浇注温度和速度,加强铸型的支撑力,改善合金的组织结构等。
缩孔是由于铸件内部冷却不均匀而造成的开口或缺陷,可能会影响铸件的强度和密封性。处理方法包括增加浇注压力,优化浇注系统设计,提高合金的液态流动性,控制凝固速度等。
砂眼是因为铸型中的砂粒被夹杂在铸件内部而形成的孔洞,可能会导致铸件的孔洞和表面粗糙。处理方法包括加强铸型的凝固和排气性能,加强除气处理,控制铸造温度和压力等。

夹杂是指铸件中存在的外来物质,可能是砂粒、气泡、金属屑等,对铸件的使用性能造成影响。处理方法包括提高合金的纯度,加强熔体的搅拌和过滤,严格控制熔体的温度和成分等。
气泡是由于熔体中的气体在凝固过程中不能逸出而形成的孔洞,可能会影响铸件的表面质量和密封性。处理方法包括改进浇注系统设计,提高熔体的流动性和充实性,控制冷却速度和压力等。
裂纹是指铸件中出现的裂纹或裂缝,可能导致铸件的破裂和失效。处理方法包括调整合金的成分和结构,改进浇注工艺和参数,控制铸型的温度和含氧量等。
变形是指铸件在冷却和固化过程中发生的形状变化或尺寸变化,可能导致铸件的尺寸偏差和失效。处理方法包括采用适当的冷却控制方法,控制浇注和凝固温度,加强铸型的支撑力和固定力等。
文章内容来源于网络,如有问题请和我联系删除!