热线电话
400-915-2637

联系人:张坤
电话:13898335444
联系人:王宇
电话:15141346066
全国免费热线:400-915-2637
地址:辽宁省抚顺市新宾县南杂木
网址:www.fshyjxc.cn
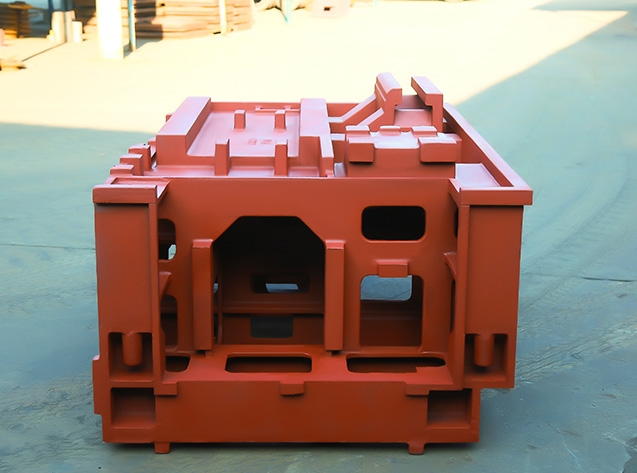
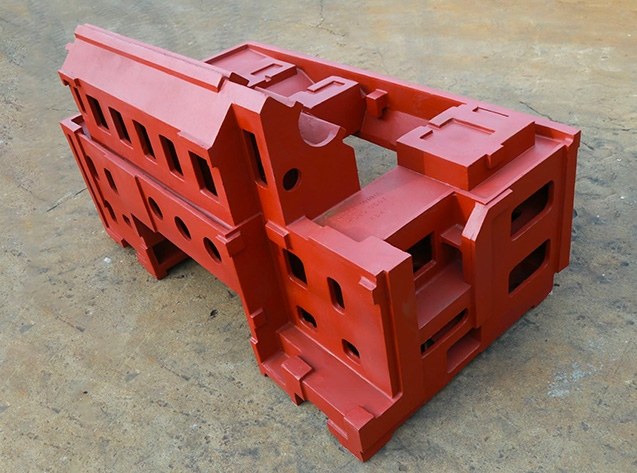
几种铸件常用铸造工艺的不足
分型面位置(设在铸件中部与设在铸件顶面)的挑选极为重要地影响着铸件合格率的凹凸、造型的难易程度等。沪东铸造认为:砂型铸造出产中结构完全设置在下型的铸件,其铸件的造型、下芯、合型操作较为简洁,铸件合格率较高。在铸造出产实践中,确实有许多类型的铸件的浇注位置本可以实现铸件结构全置于下箱,上型只须设置铸件的浇冒口等工艺结构;也有较多类型的铸件的浇注位置在辅以砂芯或中箱或曲面分型等工艺措施后,亦可以实现其铸件设置于下型(或首要部分置于下型)。然而,在现实出产中有许多的铸件,尤其是以下几类典型结构的铸件,许多铸造厂仍经常选用将铸件分割置于上、下型的做法,甚或是铸件悉数设置于上型的工艺计划。出产实践标明,这种办法较容易导致气孔、浇不足、缩孔、缩松、错边等铸造缺陷。
发动机缸盖类铸件
各类发动机铸铁(钢)缸盖类铸件的砂型铸造,遍及采用的是一些常用手册或教科书上一般引荐的图1所示的上、下箱各置铸件一半结构的浇注方位铸造工艺计划。
在工厂的实际生产中,为处理该缸盖类铸件气孔等铸造缺点,较为遍及的方法是采用粗粒度的型砂(45/75目)、在上下砂型背面各扎出多个不穿透的出气孔(道)、在铸件的上表面的搭子上设置众多个出气针及其出气片结构、设置若干个“出气”冒口,以及进步铁液的浇注温度至1410℃(以上)等工艺办法。然而这会使得造型工艺复杂化,以及使铸件的表面质量降低和增加铸件整理(抛丸)的难度和铸造生产成本。
轮类铸件
各类铸铁(钢)轮类铸件的砂型铸造,亦遍及采用的是一些常用手册或教科书上较为通常引荐的图2所示的上、下箱各置铸件一半铸件结构的浇注方位铸造工艺计划。
轮类铸件在铸造时简单出现缩孔、气孔、夹砂、裂纹和砂眼等铸造缺点,或简单出现缩孔、裂纹、砂眼缺点。轮类铸件的图2所示上、下箱各置一半铸件结构的传统铸造工艺计划,该种工艺计划(状态)在各类铸造厂都较为遍及存在,其气孔、缩孔等缺点亦通常为该类铸件废品的主要因素。