热线电话
400-915-2637

联系人:张坤
电话:13898335444
联系人:王宇
电话:15141346066
全国免费热线:400-915-2637
地址:辽宁省抚顺市新宾县南杂木
网址:www.fshyjxc.cn
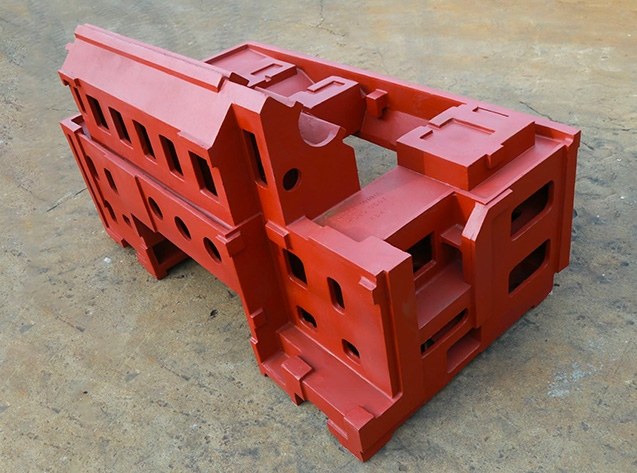
工业中需要用到精品铸件的场合是很多的,但是由于有些产品不符合规定,因此不允许进行焊接操作。如果执意操作的话,只会导致工件出现质量问题,为了避免问题的严重化,对于不锈钢铸件不能焊接的条件要全面掌握,从而才能有针对性的选择加工工序。
用户对不锈钢铸件的精度要求都是非常高的,在不符合要求的前提下是不能焊接的,比如有些地方在图纸中就明确规定是不能焊接的。还有一种情况,那就是不锈钢铸件本身就存在质量问题,那也不能焊接,包括铸件试压渗漏;其表面存在蜂窝状气孔等等,这些都不能确保焊接后铸件的质量。
另外,如果某一位置已经焊接过了的话,也是不能再次焊接的,这会影响不锈钢铸件质量,甚至是它的运用效果。以上这些要求都要牢记了,遇到的时候千万要小心处理。
不锈钢精密铸造的机械性能比铸铁高,但其铸造性能却比铸铁差,属于称熔模精密铸造或精密铸造。其熔点较高,钢液易氧化、钢水的流动性差、收缩大,不锈钢精密铸造不仅适用于各种类型、各种合金的铸造。

不锈钢精密铸造的加工工艺特点:
1、由于不锈钢精密铸造的收缩大大超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。
为防止不锈钢铸件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。
2、由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的精密铸造件,其浇注温度约为钢的熔点温度+150℃;浇注系统的结构力求简单、且截面尺寸比铸铁的大;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
文章内容来源于网络,如有问题,请与我们联络!